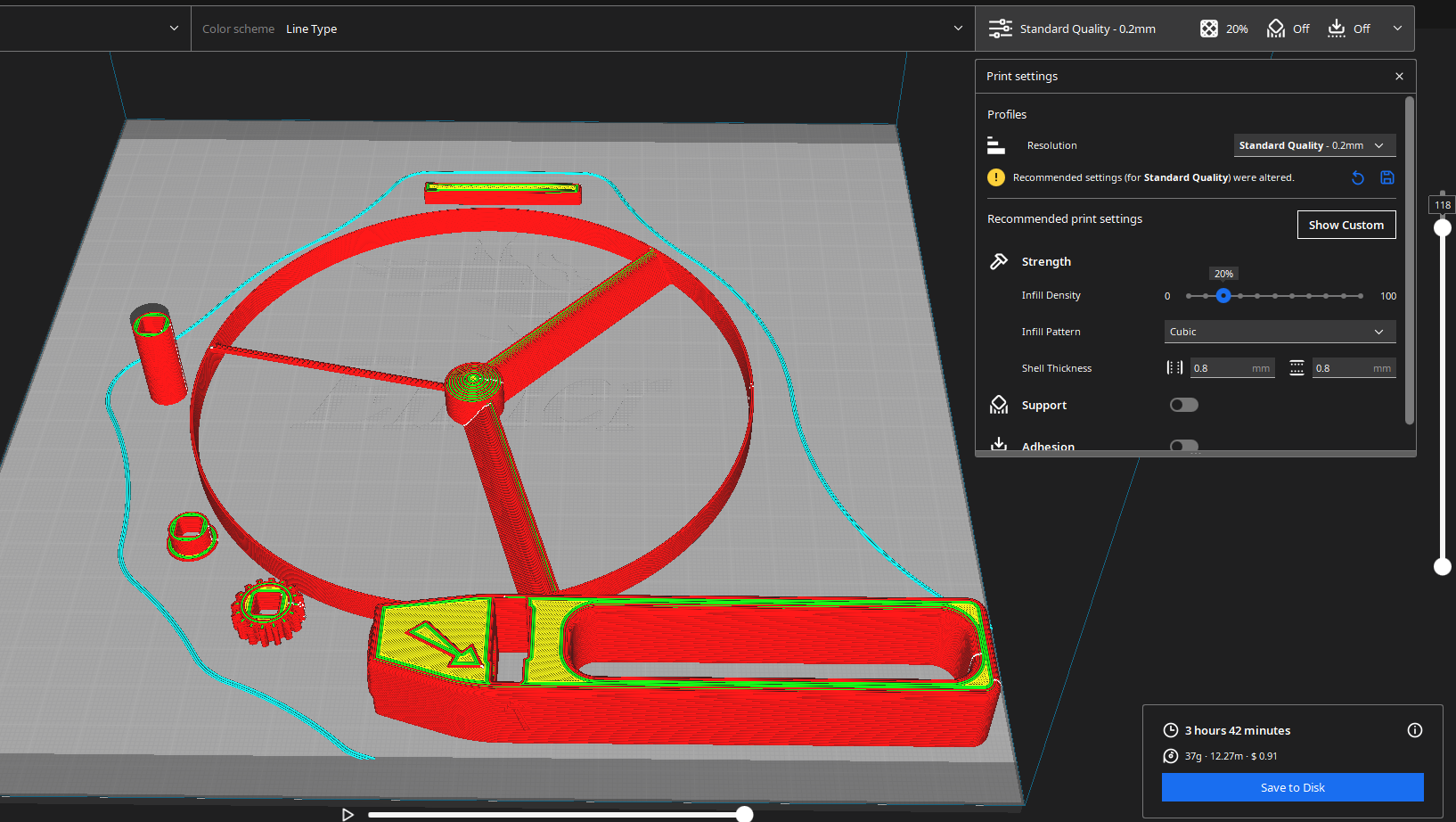
You definitely don't need a layer height that low for something like this. Even still, you've got something set up weird because at a normal 0.2mm layer height it's showing just under 4 hours to print everything but the pull rods (only because I'm too lazy to split the STL apart right now.) Try resetting your build settings or start a 'new' project.
this post was submitted on 06 May 2024
40 points (95.5% liked)
3DPrinting
15583 readers
232 users here now
3DPrinting is a place where makers of all skill levels and walks of life can learn about and discuss 3D printing and development of 3D printed parts and devices.
The r/functionalprint community is now located at: [email protected] or [email protected]
There are CAD communities available at: [email protected] or [email protected]
Rules
-
No bigotry - including racism, sexism, ableism, homophobia, transphobia, or xenophobia. Code of Conduct.
-
Be respectful, especially when disagreeing. Everyone should feel welcome here.
-
No porn (NSFW prints are acceptable but must be marked NSFW)
-
No Ads / Spamming / Guerrilla Marketing
-
Do not create links to reddit
-
If you see an issue please flag it
-
No guns
-
No injury gore posts
If you need an easy way to host pictures, https://catbox.moe may be an option. Be ethical about what you post and donate if you are able or use this a lot. It is just an individual hosting content, not a company. The image embedding syntax for Lemmy is 
Moderation policy: Light, mostly invisible
founded 1 year ago
MODERATORS
When I switch to 0.2mm the time goes to 83 hours, so I assume there is still some error. What slicer do you use?
Don't use Creality Slicer, it's just an outdated renamed version of Cura. Download the most recent version of Cura here and your problems will most likely go away. https://ultimaker.com/software/ultimaker-cura/
As you said. I tried this and it fixed everything. Thank you
Thanks. Will try this.
Can you give us your basic info:
- Which printer
- Which slicer
- What kind of profile
- Which preset (if any)
- What filament is selecte
- did you change any settings
and just posta screenshot of the sliced model that the slicer should show you, makes it much easier to recognize trivial errors like wrong orientation.
Here is what I remember.
Creality ender 5 s1 Creality slicer High detail profile (Infill % 15, speed 100, nozzle temp 205, bed temp 60, z axis 0.1) PLA These were the default with no changes.
I am not sure what other parameters can be changed.
I will post a screenshot tonight. I did notice that 99% of the time is on the outer wall, this is where I noticed the pauses when I simulate the print.
I'm sure the official slicer will have a good profile, maybe the speed for outer walls accidentally got changed to 1 mm/s? I don't usually use Cura (that is what their slicer is based on), but I think to change speeds at all you need to hit "show advanced" or something? So if you didn't change anything, that is even less likely.
If it's real pauses (print head stops completely), I have even less ideas what that could be.
When I get back home I can try to see what I get with your settings, probably just resetting everything should also work for you though.
I suspect what's getting you is minimum layer time. In a nutshell, extruding very hot plastic onto a layer that was very recently extruded can result in a runny mess. Minimum layer time is intended to address this.
That said 131 hours seems a bit intense.
What's your layer height? How good is your cooling? If you crank your fan, you might be able to decrease minimum layer time.
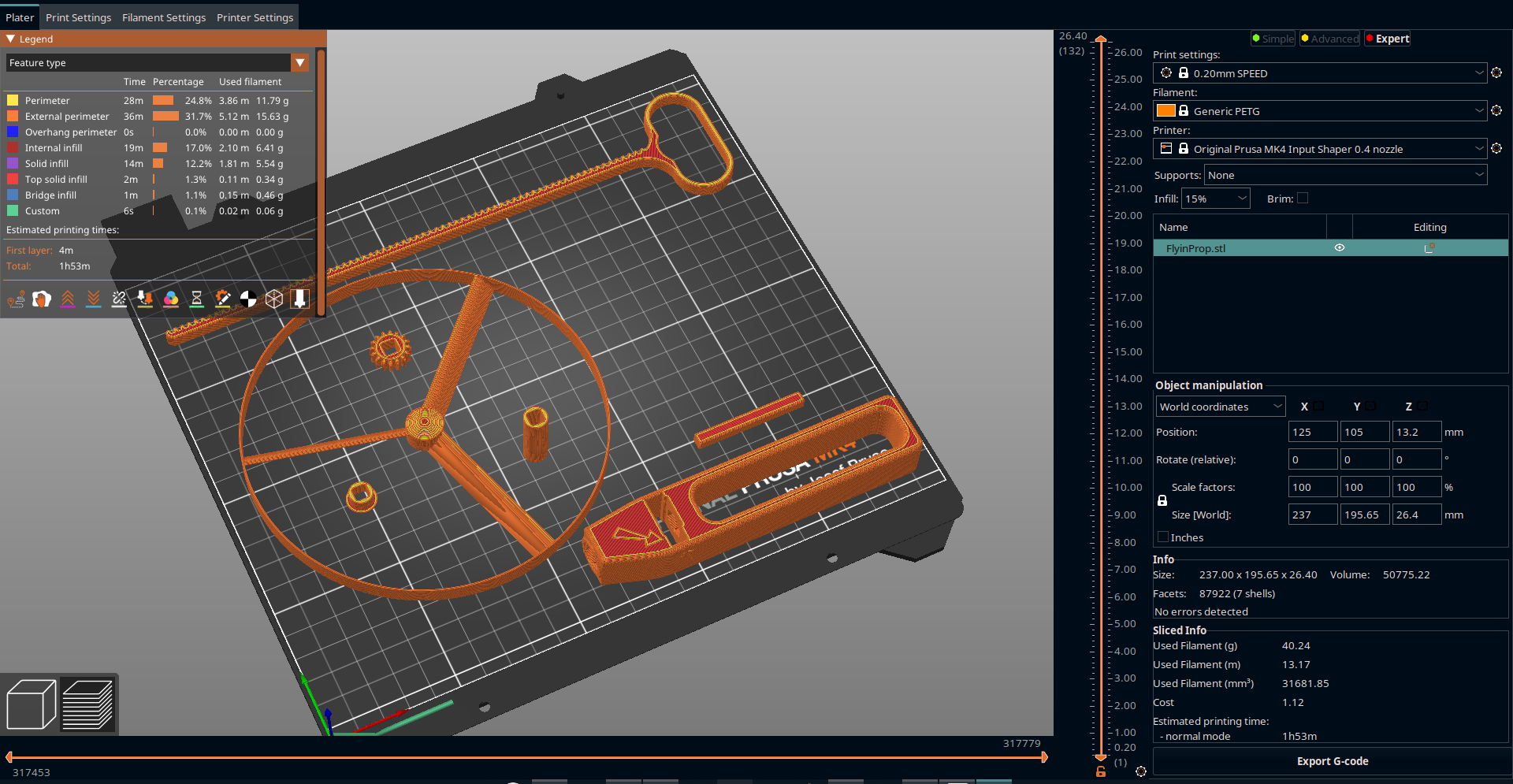
Just to add on to this, if OP is printing this standing then it really should be laid on iits side, so that the hole in the handle is facing up & down, not sideways. Looking at this print that's definitely how it should be printed. Vertical not only runs into layer time issues, but it's a tall, thin object with loads of layer seams in the middle. It will be extremely weak. Lying down the layers run along the length of it, making it stronger. If the hole is sideways, then one side of the handle makes a giant bridge, which could fail the print entirely or need lots of supports.
I imagine the designer very intentionally made it to print on its side.
Oh and put the embossed arrow facing up, assuming the other side is flat.
Layer height is 0.1mm. it's odd, because it happens on specific curved areas. There are no pauses on other areas that were recently printed.
A good rule of thumb is to just always use 0.2mm layers unless you have a very good reason not to.
That being said, this doesn't explain your truly nonsensical time prediction. It would just be double, since you have twice the layers to print. Like someone said, a few hours would be reasonable, certainly less than a day even with very fine detail.
You mean travel speed is slower in those curved areas? Perhaps it's due to an overhang.
Are you slicing the parts flat or are they standing up?
They are flat
Something else to check is your infill percentage. Make sure you don’t have it at 100% (unless you absolutely need to build something completely solid). Another thing to check is your print speed. Too low and it will take a decade to print something simple. Too fast and it cause your print to fail. At this point we will all be throwing spaghetti against the wall. Can you share a screenshot of your settings?
Perry the helicopter?!
Every time I see this contraption, I can't stop to think about Gardena making propellers. Due to the chosen colors.
I'm literally looking at my garden hose roller thing and yep, can confirm.
{kind=link}